
Wdrożenie optymalizacji produkcji to przede wszystkim sterowanie węzłów betoniarskich. Zastosowany system dozowania wszystkich składników jest samouczący. Takie rozwiązanie ograniczyło do minimum błędy związane z niedokładnością oraz opóźnieniem zastosowanych urządzeń dozujących takich jak.: klapy pneumatyczne, podajniki ślimakowe, elektrozawory. Program podczas naważania automatycznie dokonuje korekty, tak aby w następnym cyklu błąd wartości zadanej oraz mierzonej był minimalny.
Opracowane przez nas sterowanie węzłów betoniarskich w pełni realizuje zadania stawiane tego typu obiektom, min.:
- Produkcję betonu w trzech trybach pracy
- Możliwość przygotowania mieszanki dla warstwy górnej oraz dolnej produkowanego wyrobu Operator przypisuje numer receptury dla warstwy górnej oraz dolnej. Czujniki zainstalowane w koszach zasypowych (bunkrach) kontrolują ilość zarobu. Jeżeli poziom betonu spadnie poniżej minimalnej wartości, mieszalnia automatycznie rozpocznie cykl mieszania receptury wcześniej przypisanej przez operatora.
- Możliwość dozowania dowolnej ilości różnych kruszyw, cementów oraz dodatków.
- Możliwość ustalenia czasu opóźnień dozowania poszczególnych składników. Dzięki temu operator sam ustala kolejność mieszania.
- Zastosowanie czujnika wilgotności umożliwia produkcję betonu o zadanej wilgotności końcowej.
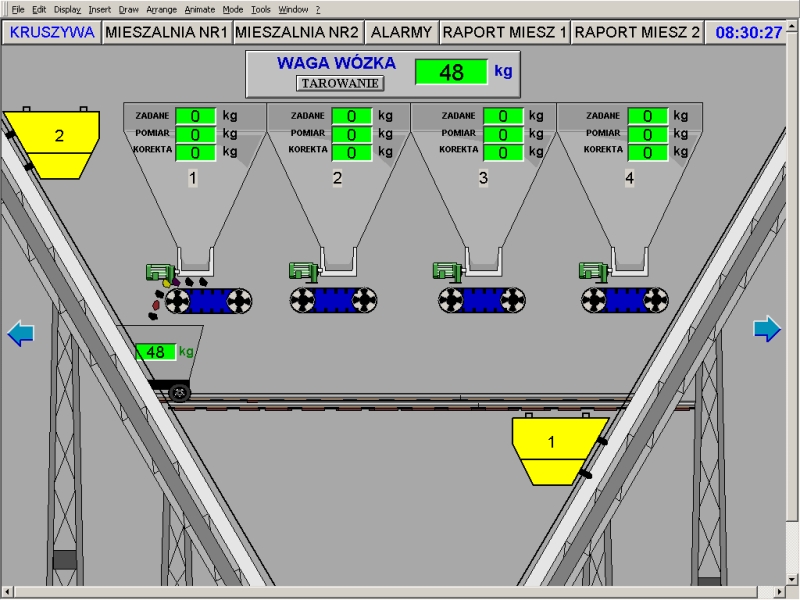
- Wizualizacja diodowa oraz wizualizacja na komputerze PC obrazuje aktualny stan pracy maszyn, np. czas pracy maszyny, średni czas jednogo cyklu, ilość wykonanych cykli
- Zainstalowana baza danych gromadzi dane dotyczące zużycia materiałów wykorzystywanych w produkcji. Modyfikuje także automatycznie stan magazynowy, który jest uaktualniany przez operatora w momencie przyjęcia cementów, kruszyw, etc.
- Możliwość przeglądania bazy danych, drukowania raportów za dowolny okres, filtrowania zebranych informacji według receptur lub operatora
Główne rezultaty modernizacji i wdrożenia sterowania węzłem to:
- wzrost wydajność betoniarni
- spadek kosztów produkcji
- zwiększenie jakości produkowanego betonu
DZIAŁANIE UKŁADU
- Automat ma za zadanie przygotowanie mieszanki betonowej na podstawie receptury pobranej wcześniej z komputera PC
- Kruszywa po naważeniu są transportowane koszem zasypowym do mieszalnika
- W tym samym czasie wagi tensometryczne przygotowują odpowiednie porcje cementów, barwników, plastyfikatorów, które dodawane są do mieszanki w kolejności ustalonej przez operatora.
- Następuje automatyczne dozowanie wody w ilości:
a) wynikającej z receptury – jeżeli nie ma czujnika wilgotności montowanego w mieszalniku
b) wynikające z pomiaru wilgotności
Po uzyskaniu odpowiedniej konsystencji, mieszanka jest transportowana do zaprogramowanego wcześniej urządzenia.